


Bilgi Merkezi
Cam Rodajında Teknik Hususlar, Verimlilik ve Gelecek Eğilimler
Cam işleme süreçlerinde rodaj (kenar taşlama ve polisaj), hem güvenlik hem de estetik açıdan kritik bir aşamadır. Yanlış disk seçimi, yetersiz soğutma veya hatalı makina ayarları, cam kenarında mikro çatlaklar ve gerilim yoğunlaşmaları yaratarak kırılma riskini artırabilir. Bu makalede, uluslararası literatür ve sektör standartları ışığında cam rodajında dikkat edilmesi gereken hususlar, disk ve keçe seçim kriterleri, makina parametreleri, verimlilik artırma yöntemleri, çevresel ve ekonomik boyutlar ile geleceğe yönelik teknolojik eğilimler ele alınmaktadır.
Uygunluklar / Standartlar
Cam sektöründe rodaj işlemi, yalnızca estetik bir zorunluluk değil, aynı zamanda yapısal bütünlüğün ve emniyetin temel belirleyicisidir. Düz cam kesildikten sonra kenarlarda mikro çatlaklar ve çentikler oluşur. Eğer bu kusurlar giderilmezse, ısıl işlem (özellikle temperleme) sırasında kırılmasına yol açabilir. Bu nedenle uluslararası standartlar (ASTM C1048, EN 12150) rodajın ısıl işlem öncesinde yapılmasını zorunlu kılar.
Son yıllarda yapılan akademik çalışmalar, rodajın camın mekanik dayanımı üzerindeki doğrudan etkisini tartışmaya açmıştır. Dresden Teknoloji Üniversitesi’nde yürütülen deneysel bir çalışmada, kenar parlatma işleminin optik kaliteyi artırdığı ancak mekanik dayanım üzerinde her zaman öngörülen iyileşmeyi sağlamadığı raporlanmıştır. Bununla birlikte, rodajın mikro çatlakların ilerlemesini engellemesi nedeniyle genel olarak olumlu etkileri kabul edilmektedir.
Rodajda Dikkat Edilmesi Gereken Hususlar
- Isıl İşlem Öncesi Rodaj: Temperleme öncesinde rodaj zorunludur.
- Mikro Çatlak Yönetimi: Rodaj ile kesimden kalan mikro çatlaklar temizlenmelidir.
- Soğutma ve Filtrasyon: 8–12 L/dk su debisi, <25 °C sıcaklık ve 50 mikron filtrasyon önerilir.
- Makina ve Operatör Güvenliği: Koruyucu ekipman ve makina kapakları zorunludur.
- Kenar Tipleri: As-cut, arrissed, ground, polished — her biri farklı dayanım ve estetik özellik sunar (Şekil 1).
Rodaj Diskleri ve Keçelerin Seçimi
- Metal Diskler: Kaba taşlama, yüksek malzeme kaldırma.
- Rezin Diskler: İnce taşlama, yüzey düzeltme.
- Seramik Diskler: Özel camlarda sınırlı kullanım.
- Keçeler: CeO₂ gibi polisaj tozlarıyla parlatma.
- Sektörlü Diskler: Soğutma ve ömür avantajı, ancak yüzey kalitesi continuous rim disklere göre daha düşük.
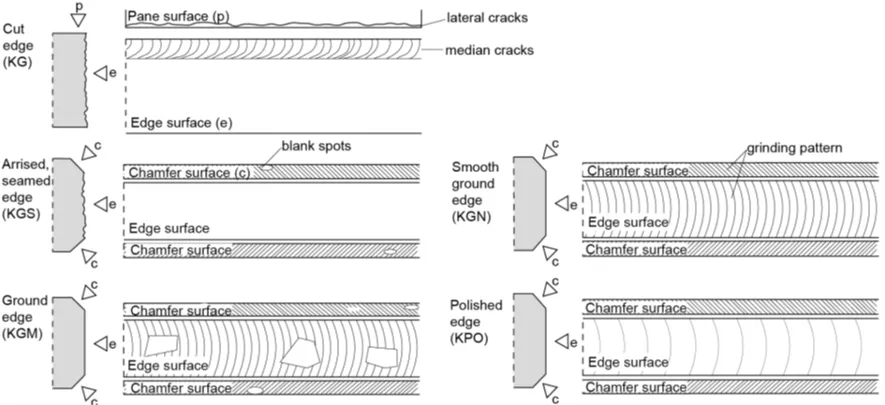
Şekil 1. DIN 1249-11 (2017) ve EN ISO 12543-5 (2011) normlarına göre rodaj tipleri.
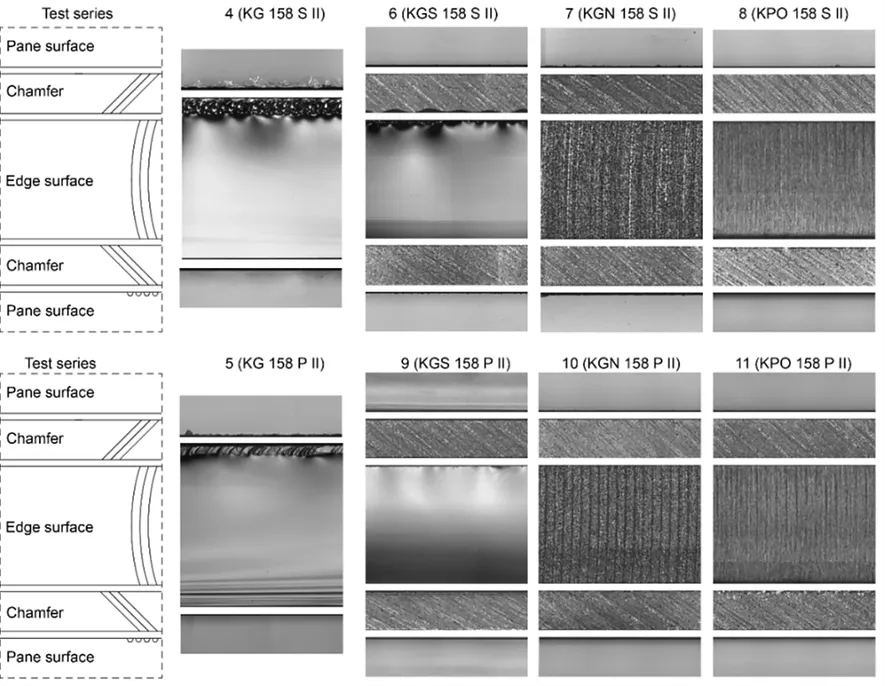
Şekil 2. Cam kesiminde kullanılan farklı kesim uçlarının rodaj kalitesine etkileri. Çatlak oluşumu, yüzey düzgünlüğü ve taşlama izleri üzerinde belirleyici farklar görülmektedir ( Dresden University of Technology, 2021’den uyarlanmıştır ).
Tablo 1. Cam kalınlığına göre tipik rodaj disk dizilimi.
| Pozisyon | Fonksiyon | Bağlayıcı Tipi | Kum Tipi | Kum Değeri | Basınç Değeri (Bar) |
|---|---|---|---|---|---|
| 1 | Kaba Rodaj | Metal | Elmas | D151 - #100 | 1,5 – 2,5 |
| 2 | Kaba Rodaj | Metal | Elmas | D107 - #170 | 1,5 – 2,5 |
| 3 | İnce Rodaj | Rezin | Elmas | D64 - #230 | 1,5 – 2,5 |
| 4 | Pah Rodaj | Metal | Elmas | D64 - #230 | 1,5 – 2,5 |
| 5 | Pah Polisajı | Poliüretan Keçe | - | 120 | 2,0 – 2,25 |
| 6 | Pah Rodaj | Metal | Elmas | D64 - #230 | 1,5 – 2,5 |
| 7 | Pah Polisajı | Poliüretan Keçe | - | 120 | 2,0 – 2,25 |
| 8 | Kenar Polisajı | Poliüretan Keçe | - | 60 | 2,0 – 2,25 |
| 9 | Kenar Polisajı | Poliüretan Keçe | - | 80 | 2,0 – 2,25 |
| 10 | Kenar Polisajı | Poliüretan Keçe | - | 120 | 2,0 – 2,25 |
| 11 | Kenar Polisajı | Seryum Keçe | - | - | 0,8 – 1,5 |
*Kum değerleri mineral tiplerine göre farklılık gösterebilir; burada kullanılan değerler DIN ISO 6106 (2015) ve DIN ISO 8486 (1997)’e göre alınmıştır.
Makina Ayarları
Aşağıdaki tablolar, farklı disk türleri ve cam kalınlıkları için önerilen temel parametreleri özetler.
Tablo 2. Farklı disk türleri için önerilen çevresel hız değerleri
| Disk Türü | Çevresel Hız (m/s) |
|---|---|
| Metal Disk | 22–30 |
| Rezin Disk | 18–25 |
| Keçe | 15–20 |
Tablo 3. Cam kalınlığına göre ilerleme hızı (feed rate).
| Cam Kalınlığı | İlerleme Hızı (m/dak) |
|---|---|
| 4–6 mm | 3–4 |
| 8–12 mm | 2–3 |
| 15+ mm | 1–2 |
Tablo 4. Disk türlerine göre optimum basınç değerleri.
| Disk Türü | Basınç (bar) |
|---|---|
| Metal Disk | 1,2–2,5 |
| Rezin Disk | 1,0–2,0 |
| Keçe | 0,8–1,5 |
Tablo 5. Diskler arasında paso dağılımı.
| Disk Türü | Basınç (bar) |
|---|---|
| Metal Disk | 1,2–2,5 |
| Rezin Disk | 1,0–2,0 |
| Keçe | 0,8–1,5 |
Rodaj Payı: İnce camlarda tek taraf 1 mm (toplam 2 mm), kalın ve büyük ebatlı camlarda 3 mm’ye kadar.
Makina Türleri: Dikey/yatay sistemler (çok diskli), otomotiv ve beyaz eşya (tek diskli), solar cam hatları (2–4 disk, keçesiz).
Verimliliği Artırma Yöntemleri
- Disk & Keçe Ömrü: Düzenli bileme, temiz soğutma, doğru paso dağılımı.
- Üretim Planlaması: Aynı kalınlıktaki camların ardışık işlenmesi.
- Enerji & Su Tasarrufu: Segmentli diskler, kapalı devre sistemler, optimize edilmiş nozullar.
Tablo 5. Diskler arasında paso dağılımı.
| Periyot | Bakım İşlemi | Amaç |
|---|---|---|
| Günlük | Nozul temizliği, su seviyesi | Soğutma verimliliği |
| Haftalık | Spindle kontrolü | Disk aşınması ve kalite |
| Aylık | Disk bileme, filtrasyon temizliği | Disk ömrünü uzatma |
| 6 Aylık | Tabla ölçümü, su hattı değişimi | Dalgalanmayı önleme |
Rodaj Disklerinin Bilenmesi: Çanak taş (6A2) profili düzenli olarak korunmalı, metal diskler haftalık, rezin diskler 2–3 haftada bir bilenmeli, profil toleransı ±0,02 mm olmalıdır.
Sık Yapılan Hatalar ve Önleme Yöntemleri
- Yanlış kum seçimi → çatlak, çapak, tırtıklı yüzey, yanma veya yetersiz taşlama.
- Yetersiz soğutma → yanma izi, taş aşınması.
- Fazla rodaj payı → yüksek enerji ve disk tüketimi.
- Yanlış paso dağılımı → disklere dengesi yük ve dengesiz tüketim.
- Makina gönye problemi → cam kenarında dalgalanma.
- Yetersiz bileme → disk parlama yapar.
- Operatör hataları → basınç, hız ve güvenlik sorunları.
Sonuç
Cam rodajı, çok parametreli ve hassas bir optimizasyon sürecidir. Doğru ekipman seçimi, optimum makina parametreleri, periyodik bakım ve çevresel faktörlerin dikkate alınmasıyla hem yüksek kenar dayanımı hem de estetik kalite elde edilir. Gelecek dönemde hibrit bağ diskler, CNC sistemleri ve yapay zekâ destekli proses kontrolü, rodaj teknolojilerinin gelişiminde belirleyici olacaktır.
Çevresel ve Ekonomik Boyut
- Su geri kazanımı: Kapalı devre sistemlerle %90–95.
- Enerji verimliliği: Yüksek verimli motorlar ve segmentli disklerle %10’a kadar tasarruf.
- Sarf malzeme maliyeti: Disk ömrü %30–40 artırılabilir.
- AB Yeşil Mutabakat: İhracat yapan firmalar için çevresel raporlama zorunludur.
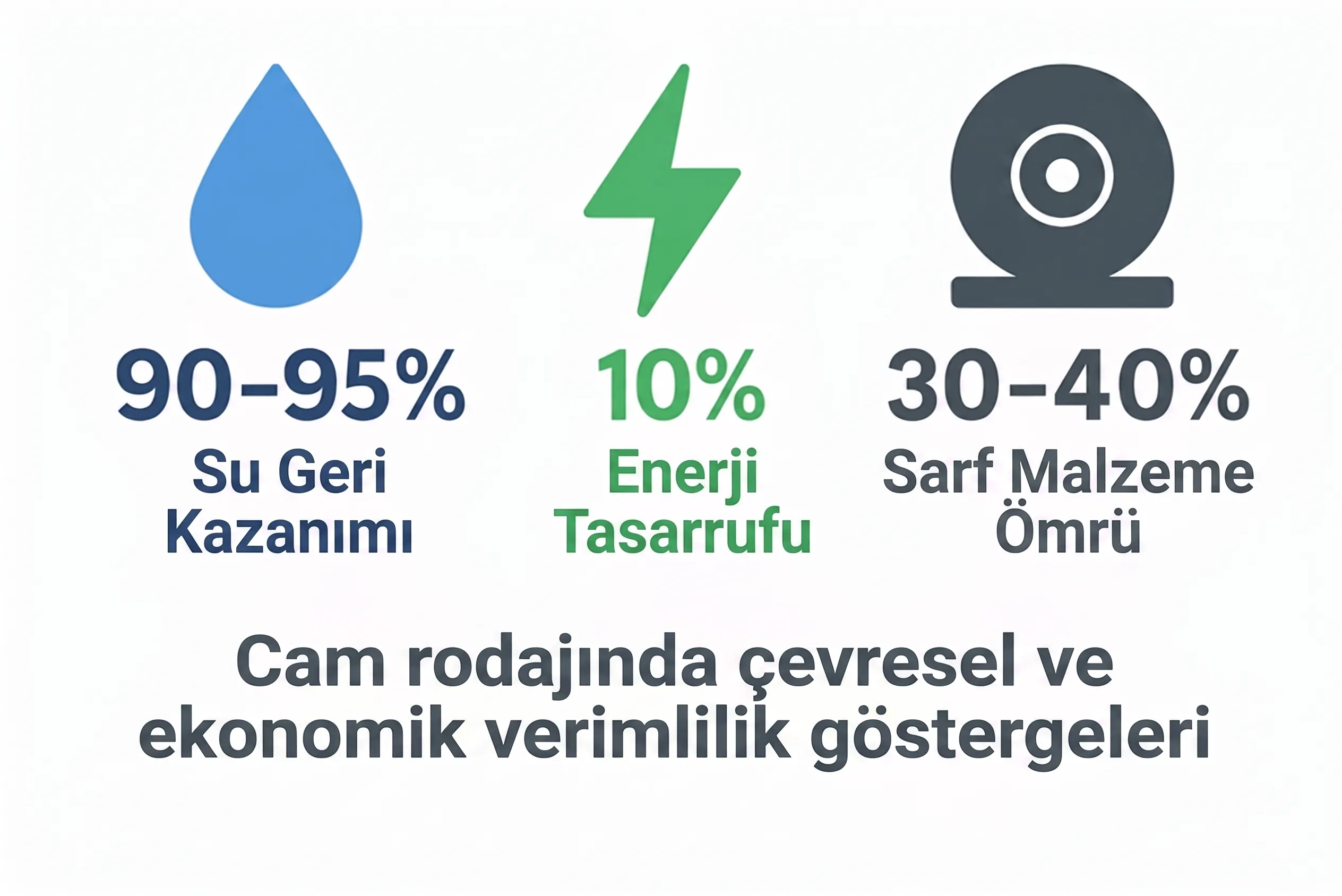
Şekil 4. Cam rodajında çevresel ve ekonomik verimlilik göstergeleri: su geri kazanımı, enerji tasarrufu ve sarf malzeme ömrü.
Gelecek Eğilimler ve Yenilikçi Teknolojiler
- Endüstri 4.0 ile minimum hata ve tam otomasyonlu tesisler.
- CNC makinalar: Çok eksenli, yüksek hassasiyetli rodaj.
- Yapay zekâ: Parametre optimizasyonu, disk ömrü takibi, kırılma risk analizi.
- Alternatif polisaj malzemeleri: CeO₂ yerine nano-alümina, silika bazlı çözeltiler.
- Çevre dostu soğutma: Sisleme ve düşük debili nozul teknolojileri.
- Sürdürülebilir üretim: ISO 50001 çerçevesinde enerji tüketimi takibi.
Kaynakça
1. NGA (2019). Edge Grinding: Safety vs. Aesthetics.
2. NGA (2024). Laminated Glass Edge Processing Guidelines.
3. Glassonweb (2024). Sustainable Edge Grinding: Water Consumption Reduction in Modern Plants.
4. Glasstec Conference Proceedings (2022). Advances in CNC Edge Grinding Systems.
5. ASTM C1048 – Standard Specification for Heat-Strengthened and Fully Tempered Flat Glass.
6. EN 12150 – Glass in Building – Thermally Toughened Soda Lime Silicate Safety Glass.
7. Dresden University of Technology (2021). Influence of Edge Finishing on Glass Strength.
Hazırlayan:
Orhan Demiriz,
Makina Mühendisi
IGMA Kurucu üyesi
 Cam işleme makinaları
Cam işleme makinaları