


Information Center
Technical Considerations, Efficiency, and Future Trends in Glass Grinding
In glass processing, edge grinding and polishing are critical operations for both safety and aesthetics. Improper wheel selection, insufficient cooling, or incorrect machine settings can create microcracks and stress concentrations along the glass edge, increasing the risk of fracture. This article discusses the key considerations in glass edge grinding and polishing, including wheel and polishing felt selection criteria, machine parameters, productivity improvement methods, environmental and economic aspects, and emerging technological trends, based on international literature and industry standards.
Compliance / Standards
In the glass industry, edge grinding is not only an aesthetic requirement but also a fundamental factor in ensuring structural integrity and safety. After flat glass is cut, microcracks and edge chips are formed along the edges. If these defects are not removed, they may cause glass breakage during heat treatment, particularly during tempering. Therefore, international standards (ASTM C1048, EN 12150) require edge grinding to be performed before heat treatment.
Recent academic studies have examined the direct impact of edge grinding on the mechanical strength of glass. An experimental study conducted at the Dresden University of Technology reported that while edge polishing improves optical quality, it does not always provide the expected improvement in mechanical strength. Nevertheless, edge grinding is generally recognized as beneficial because it prevents the propagation of microcracks.
Points to Consider During the Break-in Period
- Edge Grinding Before Heat Treatment: Edge grinding is mandatory before tempering.
- Microcrack Management: Microcracks remaining from the cutting process should be removed through edge grinding.
- Cooling and Filtration: A water flow rate of 8–12 L/min, a temperature below 25 °C, and 50-micron filtration are recommended.
- Machine and Operator Safety: Protective equipment and machine guards are mandatory.
- Edge Types: As-cut, arrissed, ground, and polished—each provides different levels of strength and aesthetic quality (Figure 1).
Selection of Break-in Discs and Seals
- Metal Wheels: Used for coarse grinding and high material removal.
- Resin-Bond Wheels: Used for fine grinding and surface finishing.
- Ceramic Wheels: Limited use for specialized glass applications.
- Polishing Felts: Used with polishing compounds such as CeO₂ for final polishing.
- Segmented Wheels: Offer improved cooling and longer service life, but generally provide lower surface quality than continuous-rim wheels.
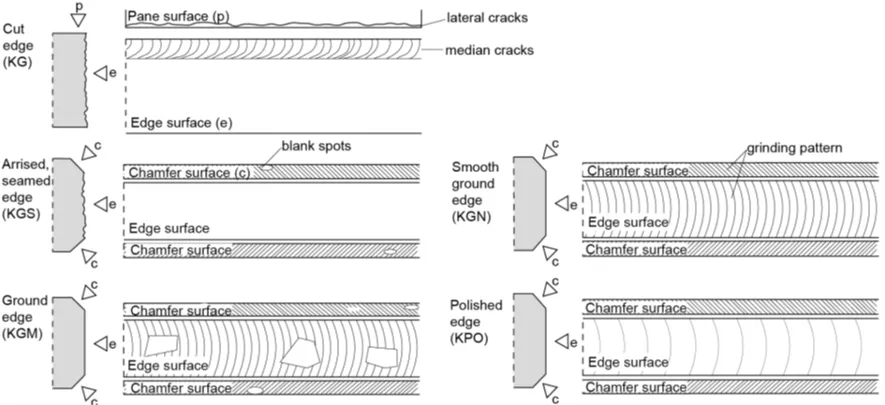
Figure 1. Break-in types according to DIN 1249-11 (2017) and EN ISO 12543-5 (2011) standards.
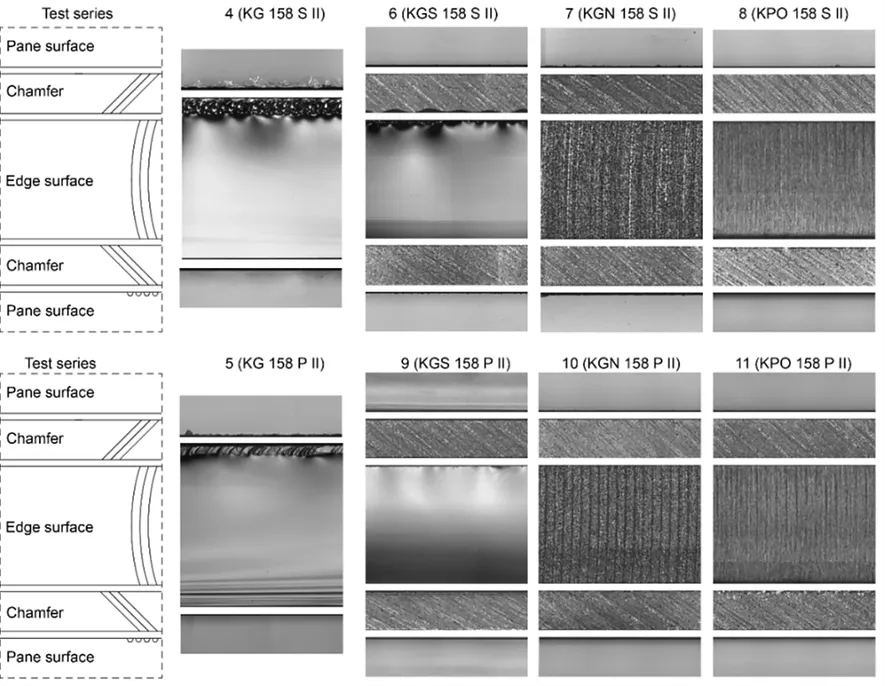
Figure 2. The effects of different cutting tool tips used in glass cutting on edge grinding quality. Significant differences are observed in crack formation, surface smoothness, and grinding marks. ( Adapted from Dresden University of Technology, 2021).
Table 1. Typical edge grinding wheel sequence according to glass thickness.
| Position | Function | Bond Type | Abrasive Type | Grit Specification | Pressure (Bar) |
|---|---|---|---|---|---|
| 1 | Coarse Grinding | Metal | Diamond | D151 - #100 | 1.5 – 2.5 |
| 2 | Coarse Grinding | Metal | Diamond | D107 - #170 | 1.5 – 2.5 |
| 3 | Fine Grinding | Resin | Diamond | D64 - #230 | 1.5 – 2.5 |
| 4 | Bevel Grinding | Metal | Diamond | D64 - #230 | 1.5 – 2.5 |
| 5 | Bevel Polishing | Polyurethane Felt | - | 120 | 2.0 – 2.25 |
| 6 | Bevel Grinding | Metal | Diamond | D64 - #230 | 1.5 – 2.5 |
| 7 | Bevel Polishing | Polyurethane Felt | - | 120 | 2.0 – 2.25 |
| 8 | Edge Polishing | Polyurethane Felt | - | 60 | 2.0 – 2.25 |
| 9 | Edge Polishing | Polyurethane Felt | - | 80 | 2.0 – 2.25 |
| 10 | Edge Polishing | Polyurethane Felt | - | 120 | 2.0 – 2.25 |
| 11 | Final Polishing | Cerium Felt | - | - | 0.8 – 1.5 |
*Grit values may vary depending on abrasive type; values used here are based on DIN ISO 6106 (2015) and DIN ISO 8486 (1997).
Machine Settings
The tables below summarize the recommended basic parameters for different disc types and glass thicknesses.
Table 2. Recommended peripheral speed values for different wheel types
| Wheel Type | Peripheral Speed (m/s) |
|---|---|
| Metal Wheel | 22–30 |
| Resin Wheel | 18–25 |
| Felt | 15–20 |
Table 3. Feed rate according to glass thickness.
| Glass Thickness | Feed Rate (m/min) |
|---|---|
| 4–6 mm | 3–4 |
| 8–12 mm | 2–3 |
| 15+ mm | 1–2 |
Table 4. Optimum pressure values according to wheel type.
| Wheel Type | Pressure (bar) |
|---|---|
| Metal Wheel | 1.2–2.5 |
| Resin Wheel | 1.0–2.0 |
| Felt | 0.8–1.5 |
Table 5. Pass distribution between grinding wheels.
| Wheel Type | Pressure (bar) |
|---|---|
| Metal Wheel | 1.2–2.5 |
| Resin Wheel | 1.0–2.0 |
| Felt | 0.8–1.5 |
Grinding Allowance: For thin glass, 1 mm per side (2 mm total); for thick and large-format glass, up to 3 mm.
Machine Types: Vertical/horizontal systems (multi-wheel), automotive and white goods applications (single-wheel), solar glass lines (2–4 wheels, no felt stage).
Methods for Increasing Productivity
- Wheel & Felt Lifespan: Regular dressing, clean cooling, and proper pass distribution.
- Production Planning: Sequential processing of glass with the same thickness.
- Energy & Water Saving: Segmented wheels, closed-loop systems, and optimized nozzles.
Table 5. Maintenance schedule between grinding wheels.
| Period | Maintenance Task | Purpose |
|---|---|---|
| Daily | Nozzle cleaning, water level check | Cooling efficiency |
| Weekly | Spindle inspection | Wheel wear and quality control |
| Monthly | Wheel dressing, filtration cleaning | Extending wheel life |
| Every 6 Months | Table measurement, water line replacement | Preventing waviness |
Grinding Wheel Dressing: The cup wheel (6A2) profile should be maintained regularly; metal wheels should be dressed weekly, resin wheels every 2–3 weeks, and profile tolerance should be ±0.02 mm.
Common Mistakes and How to Prevent Them
- Incorrect grit selection → cracks, burrs, rough surface, burning, or insufficient grinding.
- Insufficient cooling → burn marks and wheel wear.
- Excessive grinding allowance → higher energy consumption and increased wheel usage.
- Incorrect pass distribution → unbalanced load and uneven wheel wear.
- Machine squareness issues → waviness along the glass edge.
- Poor dressing → wheel glazing.
- Operator errors → issues in pressure, speed, and safety.
Conclusion
Glass edge grinding is a highly multi-parameter and sensitive optimization process. With proper equipment selection, optimized machine parameters, regular maintenance, and consideration of environmental factors, both high edge strength and aesthetic quality can be achieved. In the future, hybrid-bond wheels, CNC systems, and AI-assisted process control will play a decisive role in the development of edge grinding technologies.
Environmental and Economic Aspects
- Water recovery: 90–95% with closed-loop systems.
- Energy efficiency: Up to 10% savings using high-efficiency motors and segmented wheels.
- Consumable cost: Wheel lifetime can be increased by 30–40%.
- EU Green Deal: Environmental reporting is mandatory for exporting companies.
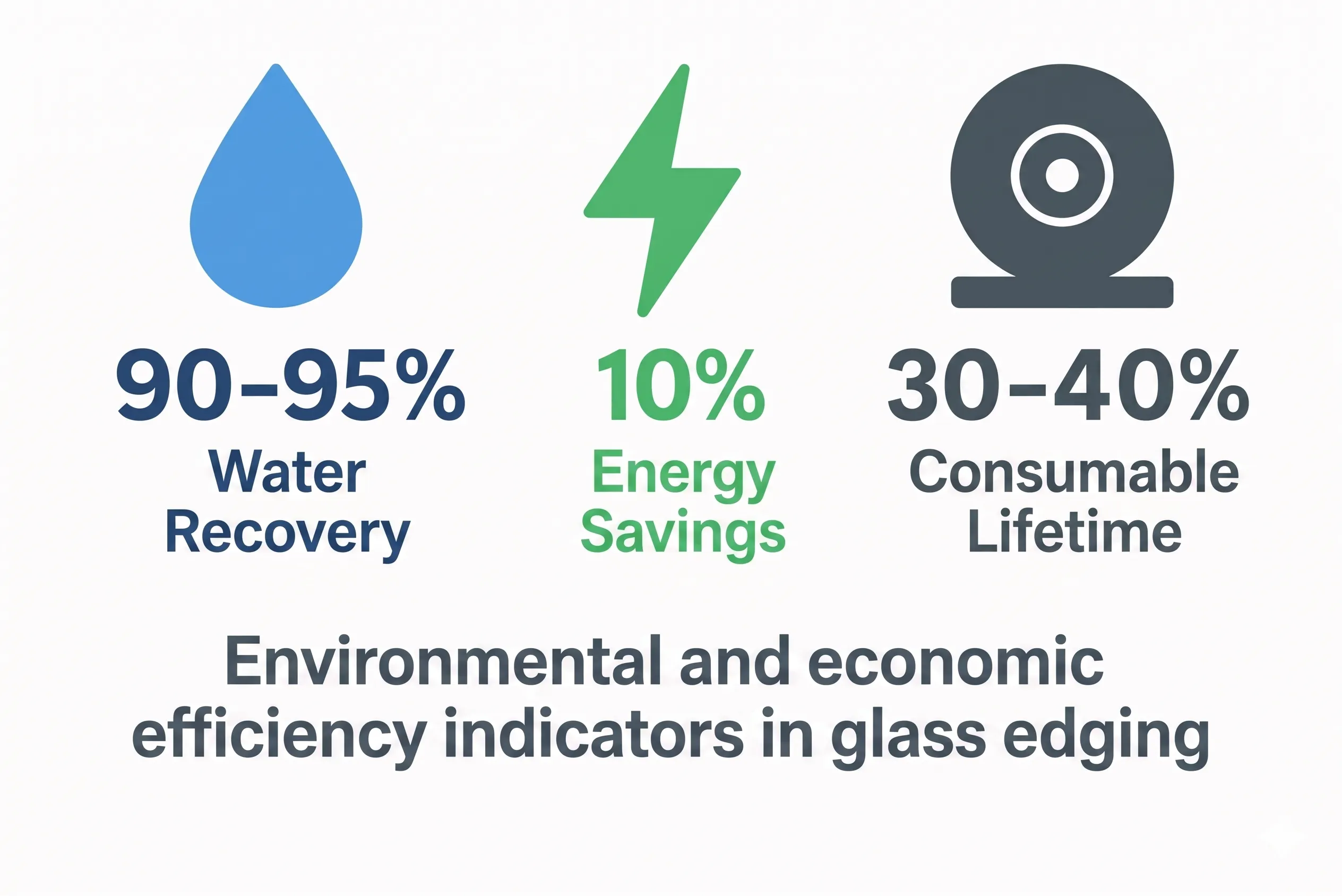
Figure 4. Environmental and economic efficiency indicators in glass edge grinding: water recovery, energy savings, and consumable lifetime.
Future Trends and Innovative Technologies
- Industry 4.0 enables minimal error and fully automated production facilities.
- CNC machines: Multi-axis, high-precision edge grinding systems.
- Artificial intelligence: Parameter optimization, wheel life monitoring, and breakage risk analysis.
- Alternative polishing materials: Nano-alumina and silica-based solutions instead of CeO₂.
- Eco-friendly cooling: Mist cooling and low-flow nozzle technologies.
- Sustainable production: Energy consumption monitoring within the scope of ISO 50001.
Source
1. NGA (2019). Edge Grinding: Safety vs. Aesthetics.
2. NGA (2024). Laminated Glass Edge Processing Guidelines.
3. Glassonweb (2024). Sustainable Edge Grinding: Water Consumption Reduction in Modern Plants.
4. Glasstec Conference Proceedings (2022). Advances in CNC Edge Grinding Systems.
5. ASTM C1048 – Standard Specification for Heat-Strengthened and Fully Tempered Flat Glass.
6. EN 12150 – Glass in Building – Thermally Toughened Soda Lime Silicate Safety Glass.
7. Dresden University of Technology (2021). Influence of Edge Finishing on Glass Strength.
Powered by:
Orhan Demiriz,
Mechanical Engineer
IGMA Founder member
 Glass Processing Products
Glass Processing Products Glass processing machines
Glass processing machines